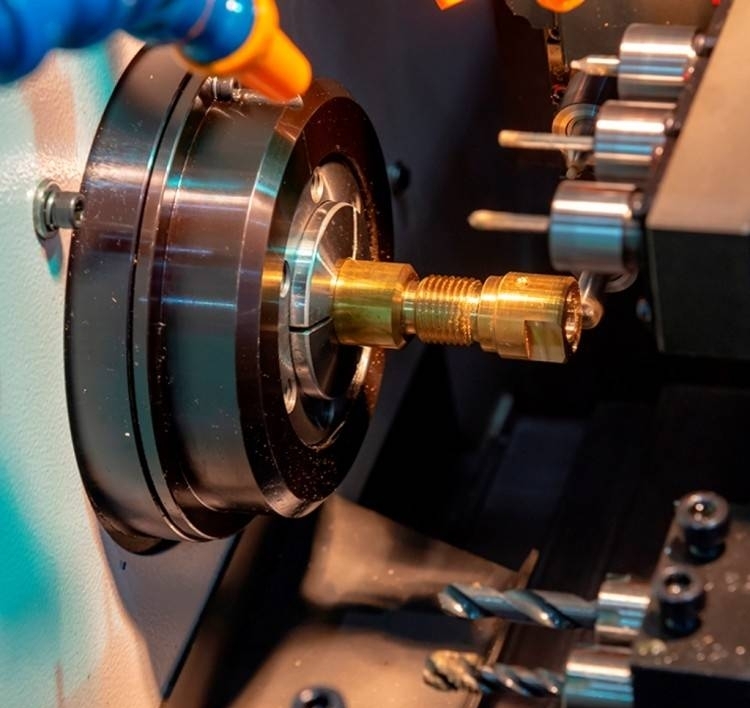
Paduan tembaga umumnya digunakan dalam pembuatan komponen mekanis karena konduktivitas listrik yang sangat baik, konduktivitas termal, dan ketahanan korosi. Namun, selama proses pemesinan, tindakan pencegahan berikut harus diambil:
1. Karakteristik material paduan tembaga
- Konduktivitas termal yang baik : Paduan tembaga memiliki konduktivitas termal yang tinggi, yang dapat dengan mudah mentransfer panas pemotongan, berpotensi mengarah pada peningkatan suhu di zona pemotongan dan mempengaruhi akurasi pemesinan dan masa pakai pahat.
- Ketangguhan tinggi : Paduan tembaga menunjukkan ketangguhan tinggi, membuatnya rentan terhadap pembentukan tepi yang dibangun selama pemotongan, yang dapat membahayakan kualitas permukaan.
- Kekerasan yang relatif rendah : Kekerasan paduan tembaga yang relatif rendah dapat mengakibatkan pembentukan chip yang melekat pada alat, mempengaruhi kualitas permukaan mesin.
2. Pemilihan parameter pemotongan
- Kecepatan pemotongan : Kecepatan pemotongan untuk paduan tembaga harus dipilih berdasarkan kekerasan material dan kekuatan alat mesin. Secara umum, kecepatan pemotongan dapat ditingkatkan secara tepat tetapi tidak boleh terlalu tinggi untuk menghindari menghasilkan panas pemotongan yang berlebihan.
- Laju umpan : Laju umpan tidak boleh terlalu besar untuk mencegah kekuatan pemotongan berlebihan yang dapat mempengaruhi akurasi pemesinan dan kualitas permukaan.
- Kedalaman potongan : Kedalaman pemotongan harus dipilih sesuai dengan persyaratan pemesinan dan kekuatan alat, menghindari kedalaman berlebihan yang dapat mempercepat keausan pahat.
3. Seleksi Tool
- Bahan pahat : Saat pemesinan paduan tembaga, alat baja berkecepatan tinggi atau alat karbida dapat dipilih. Alat baja berkecepatan tinggi cocok untuk pemotongan berkecepatan rendah, sedangkan alat karbida cocok untuk pemotongan berkecepatan tinggi.
- Parameter geometri alat : Sudut rake dan sudut clearance alat harus ditingkatkan dengan tepat untuk mengurangi gaya pemotongan dan gesekan. Sudut kemiringan harus dikurangi dengan tepat untuk meningkatkan kekuatan pahat.
- PERTAMPATAN PERATURAN : Alat harus diasah untuk memastikan ujung tombak yang tajam, sehingga mengurangi panas dan pasukan pemotongan.
4. Memoles dan pelumasan
- Seleksi pendingin : Cairan pemotongan berbasis air atau cairan pemotongan berbasis oli dapat digunakan saat pemesinan paduan tembaga. Cairan berbasis air menawarkan kinerja pendinginan yang lebih baik, sementara cairan berbasis minyak memberikan pelumasan yang lebih baik.
- Metode pendinginan : Semprotkan pendinginan atau pendinginan perendaman harus diadopsi untuk memastikan pendinginan yang memadai dari zona pemotongan.
- Metode Pelumasan : Minyak pemotongan atau cairan pemotongan tekanan ekstrim harus digunakan untuk mengurangi gaya pemotongan dan gesekan, sehingga meningkatkan kualitas permukaan mesin.
6. Peralatan Machining
- Kekakuan alat mesin: Saat pemesinan paduan tembaga, alat mesin dengan kekakuan yang baik harus dipilih untuk mengurangi getaran pemotongan dan meningkatkan akurasi pemesinan.
- Desain Fixture: Perlengkapan harus dirancang secara wajar untuk memastikan penjepitan benda kerja yang aman dan mencegah perpindahan selama pemesinan.
- Instalasi Alat: Alat harus dipasang dengan aman untuk menghindari getaran selama pemotongan.
7. Perawatan Pos-Makhing
- Deburring: Bagian -bagian paduan tembaga mesin harus mengalami deburring untuk memastikan kualitas permukaan dan akurasi perakitan.
- Pembersihan: Bagian -bagian harus dibersihkan setelah pemesinan untuk menghilangkan cairan pemotongan dan keripik, mencegah korosi permukaan.
- Pencegahan karat: Bagian -bagian harus dirawat untuk pencegahan karat untuk menghindari korosi selama penyimpanan dan penggunaan.
8. Tindakan Tindakan Kuasa
- Langkah -langkah Pelindung: Operator harus memakai peralatan pelindung seperti kacamata pengaman dan sarung tangan untuk mencegah cedera dari memotong cairan dan keripik.
- Pembuangan Cairan Pemotongan: Cairan pemotongan harus dibuang dengan benar untuk menghindari polusi lingkungan.
- Pemeliharaan Peralatan: Peralatan pemesinan harus dipelihara secara berkala dan diservis untuk memastikan operasi normal.
9. Masalah dan solusi umum
- Tepi built-up: Kecepatan pemotongan tinggi atau laju umpan yang terlalu kecil dapat menyebabkan pembentukan tepi yang dibangun. Ini dapat diselesaikan dengan mengurangi kecepatan pemotongan atau meningkatkan laju umpan.
- Keausan pahat: Kecepatan pemotongan yang terlalu tinggi atau cairan pemotongan yang tidak mencukupi dapat mempercepat keausan pahat. Ini dapat diatasi dengan mengurangi kecepatan pemotongan atau meningkatkan pasokan cairan pemotongan.
Kualitas permukaan yang buruk: Pilihan parameter pemotongan yang tidak tepat atau penajaman alat yang buruk dapat menyebabkan kualitas permukaan yang buruk. Ini dapat ditingkatkan dengan mengoptimalkan parameter pemotongan atau meningkatkan kualitas penajaman alat.



















Hubungi kami