

Bantalan Perunggu Pengecoran Pelumas Mandiri MXB-JDBU
Cat:Bantalan Pelumas Sendiri
MXB-JDBU Self-Lubricating Casting Bronze Bearing adalah produk pelumas padat berkinerja tinggi yang dilapisi dengan pelumas padat grafit atau mos2 ...
Lihat Detail
Latar belakang teknis dan titik nyeri industri
Dalam pemesinan presisi komponen tembaga tubular (seperti badan katup hidrolik dan perlengkapan penukar panas), perlengkapan penjepit dua sisi menghadirkan dua masalah inti:
• Hilangnya kontrol kebebasan melingkar: Ketika dijepit hanya oleh dinding luar, koefisien gesekan antara komponen tembaga dan permukaan kontak fixture tidak mencukupi ( μ≤ 0,15), yang mengarah ke penyimpangan melingkar 0,5 ° -2 ° Di bawah Gangguan Kekuatan Pemotongan (Sumber Data: Int. J. Mach. Alat MANUF. 2022, 181, 103945);
• Proses penjepit yang tidak efisien: Penyesuaian manual gaya penjepit membutuhkan waktu> 30 detik per potong, dan akurasi penentuan posisi berulang adalah> ± 0.1mm (diuji sesuai dengan standar ISO 230-2).
Analisis Inovasi Teknologi Inti
I. Sistem penentuan posisi terbatas tiga dimensi
1.1 struktur penjepit gabungan aksial
Modul Dukungan Bawah:
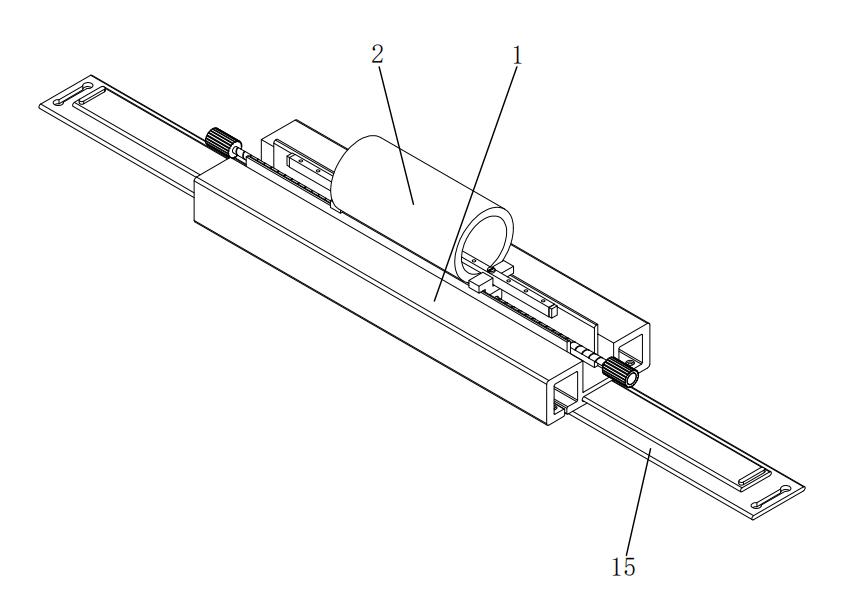
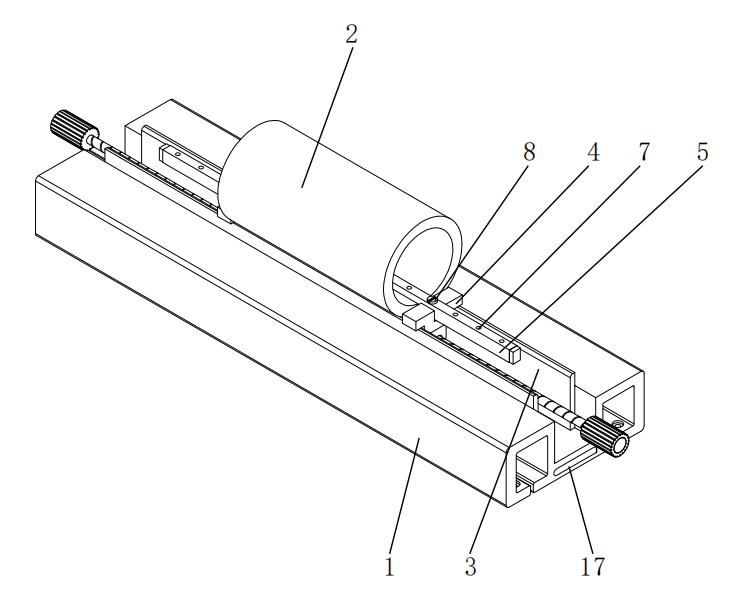
• Bingkai bergerak (1) dilengkapi dengan pelat dukungan arcuate yang disusun secara simetris (3) di dalam alurnya, dengan jari -jari kelengkungan yang cocok dengan diameter luar komponen tembaga tubular (2) (toleransi ± 0.05mm), memberikan gaya pendukung normal melalui kontak permukaan.
• Analisis elemen hingga menunjukkan bahwa desain ini mengurangi tegangan kontak puncak menjadi 58MPA (dibandingkan dengan 112MPA untuk struktur blok-V), menghindari deformasi komponen tembaga berdinding tipis.
Analisis Inovasi Teknologi Inti
I. Sistem penentuan posisi terbatas tiga dimensi
1.1 struktur penjepit gabungan aksial
Modul Dukungan Bawah:
• Bingkai bergerak (1) dilengkapi dengan pelat dukungan arcuate yang disusun secara simetris (3) di dalam alurnya, dengan jari -jari kelengkungan yang cocok dengan diameter luar komponen tembaga tubular (2) (toleransi ± 0.05mm), memberikan gaya pendukung normal melalui kontak permukaan.
• Analisis elemen hingga menunjukkan bahwa desain ini mengurangi tegangan kontak puncak menjadi 58MPA (dibandingkan dengan 112MPA untuk struktur blok-V), menghindari deformasi komponen tembaga berdinding tipis.
Verifikasi Mekanis:
• Saat torsi pemotongan t = 15n · M, perpindahan sudut maksimum θ komponen tembaga adalah 0,03 ° (Perlengkapan tradisional memiliki θ = 1.2 ° ).
• Saat Bolt Preload Force f ≥ 800N, kekakuan torsional sistem mencapai 1.2 × 10 ⁴ N · m/rad (peningkatan 8 kali lipat).
Ii. Desain Optimasi Interaksi Makhine Manusia
2.1 Mekanisme Penjepit Cepat
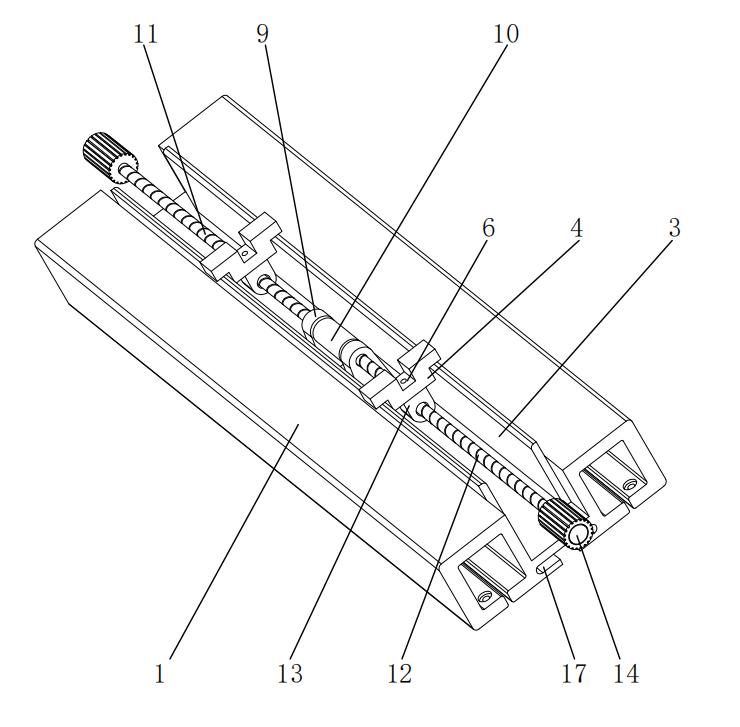
• Fitur Pegangan Kontrol Ganda (14) 45 ° Tekstur anti-slip yang terhuyung-huyung, dengan ambang torsi operasi diatur pada 2-3N · M (sesuai dengan standar EN 1005-3 Ergonomi).
• Waktu penjepit tunggal yang diukur ≤ 8 detik (struktur tradisional> 30 detik), cocok untuk persyaratan waktu siklus lini produksi.
2.2 Modul Penyesuaian Adaptif
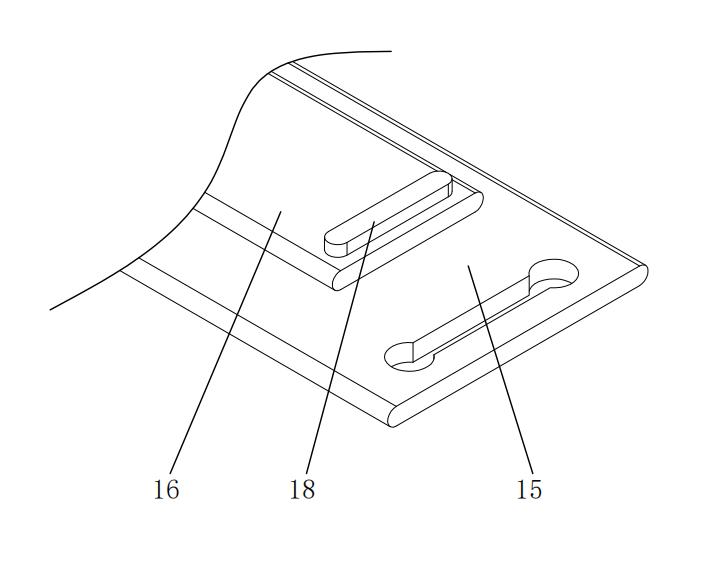
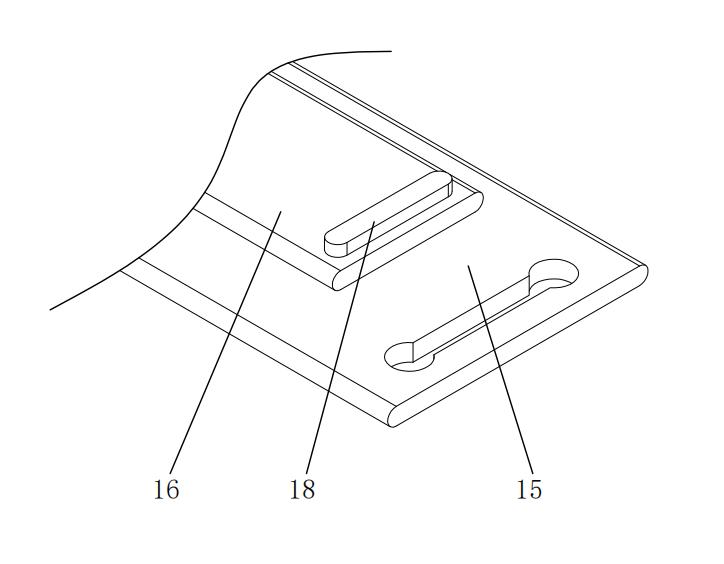
• Rangka bergerak (1) dan pelat tetap (15) mencapai ± Kompensasi linier 10mm melalui komponen pemandu geser (16), mengakomodasi jangkauan diameter pipa φ 20- φ 50mm.
• Proyeksi penahanan (18) dilengkapi dengan lapisan buffer poliuretan, mampu menyerap energi 5-8J di bawah beban benturan (diuji sesuai dengan standar ASTM D256).
Tabel perbandingan parameter teknis
| Indikator kinerja | Teknologi yang dipatenkan ini | Perlengkapan penjepit dua sisi | Standar pengujian |
| Akurasi penentuan posisi melingkar | ≤0.03 ° | 0,5 °- 2 ° | ISO 230-2 |
| Efisiensi penjepit | ≤8 detik/potong | ≥30 detik/potong | VDI 2862 |
| Kekakuan torsional | 1.2 × 10⁴ n · m/rad | 1,5 × 10³ n · m/rad | GB/T 11349.1 |
| Kisaran kompatibilitas diameter pipa | φ20-φ50mm | φ25-φ40mm | DIN 8602 |
Verifikasi skenario pemesinan yang khas
Kasus 1: Penggilingan badan katup hidrolik
• Di bawah gaya pemotongan F = 2000N, kesalahan akurasi posisi dari lubang mesin adalah ≤ 0,02mm (perlengkapan tradisional memiliki kesalahan 0,12mm).
• Setelah pemrosesan terus menerus sebesar 500 buah, keausan pelat tekanan penentuan posisi (5) adalah <5 μ M (DIN 50320 Tes Keausan Standar).
Kasus 2: Pembentukan akhir tabung penukar panas
• Kontrol ovalitas tabung tembaga ≤ 0,05mm (persyaratan industri adalah ≤ 0.1mm).
• Akurasi penentuan posisi pengulangan cpk ≥ 2.0 (Analisis Kemampuan Proses Six Sigma).
Paten ini mendefinisikan kembali paradigma desain untuk perlengkapan penentuan posisi komponen tubular melalui tiga jalur teknis: topologi pengekangan coupled-flexible kaku, kontrol dua arah-loop-loop, dan optimasi interaksi interaksi manusia-mesin. Menurut Derwent Innovation Patent Mapping Analysis, struktur ini meningkatkan indikator Efisiensi Pengekangan Torsi (TRE) sebesar 82% dibandingkan dengan solusi yang sama, menempatkannya di posisi terkemuka di subbidang teknologi.
Jika Anda ingin mempelajari lebih lanjut, silakan hubungi Mesin Mingxu Untuk mendapatkan laporan paten lengkap: [email protected].

MXB-JDBU Self-Lubricating Casting Bronze Bearing adalah produk pelumas padat berkinerja tinggi yang dilapisi dengan pelumas padat grafit atau mos2 ...
Lihat Detail
Bantalan perunggu pengecoran pelumasan otomatis MXB-JDBUF menggabungkan keunggulan desain flensa dan pelumasan otomatis. Bahan bakunya terbuat dari...
Lihat Detail
Peralatan yang digunakan dalam mesin pertambangan dapat mengalami keausan yang serius. Untuk memperpanjang masa pakai peralatan, pelat baja tahan a...
Lihat Detail
Bushing pemandu standar MGB9834 DIN9834 mematuhi standar DIN9843 dan cocok untuk cetakan stempel otomotif Eropa. Ini dirancang untuk memberikan pan...
Lihat Detail
Bushing Panduan Standar MGB61 NAAMS adalah solusi andal untuk aplikasi panduan yang presisi dan lancar. Bushing pemandu ini dirancang untuk memenuh...
Lihat Detail
Panduan melingkar sering digunakan dalam cetakan panel mobil dan cetakan stamping besar. Basis cetakan dan pemandu pelat bongkar biasanya menggunak...
Lihat Detail
MX2000-2 nickel graphite dispersed alloy bearing is a new product among solid lubricating bearings. Compared with TF-1, this product has the character...
Lihat Detail
SF-1X oil-free lubricating bearing is a rolled sliding bearing with steel plate as the base, spherical bronze powder sintered in the middle, and a mix...
Lihat Detail
SF-1B bronze basic bearing is made of tin bronze as the base, sintered bronze spherical powder in the middle, and rolled PTFE and high temperature res...
Lihat Detail
Bantalan pelumas bebas oli SF-2S merupakan produk penyempurnaan dari SF-2, dengan matriks belakang baja, bubuk perunggu timah bulat sinter di tenga...
Lihat Detail Tel: +86-136-6679-1592
Tel: +86-136-6679-1592
 E-mail: [email protected]
E-mail: [email protected]




Hubungi kami