Dalam pemrosesan batch komponen tipe skateboard (seperti rel pemandu dan slider presisi), sistem perkakas tradisional menghadapi dua hambatan utama:
● Akurasi penentuan posisi berulang yang buruk: Kesalahan kumulatif dari beberapa operasi penjepit melebihi 0,1mm (sejalan dengan toleransi kelas ISO 2768-M), mempengaruhi tegak lurus permukaan perkawinan (biasanya diperlukan ≤0,05mm per 100mm);
● Pergantian perkakas yang tidak efisien: Beralih di antara perlengkapan khusus membutuhkan lebih dari 45 menit per instance, menghasilkan tingkat pemanfaatan peralatan di bawah 60% ( Sumber: CIRP Annals 2022, 71 (1), hlm. 333-336 ).
Analisis inovasi teknologi inti
I. Desain Topologis untuk Penjepit Tunjangan
1.1 Struktur Kendala Tunjangan Langkah
Mekanisme penjepit ganda:
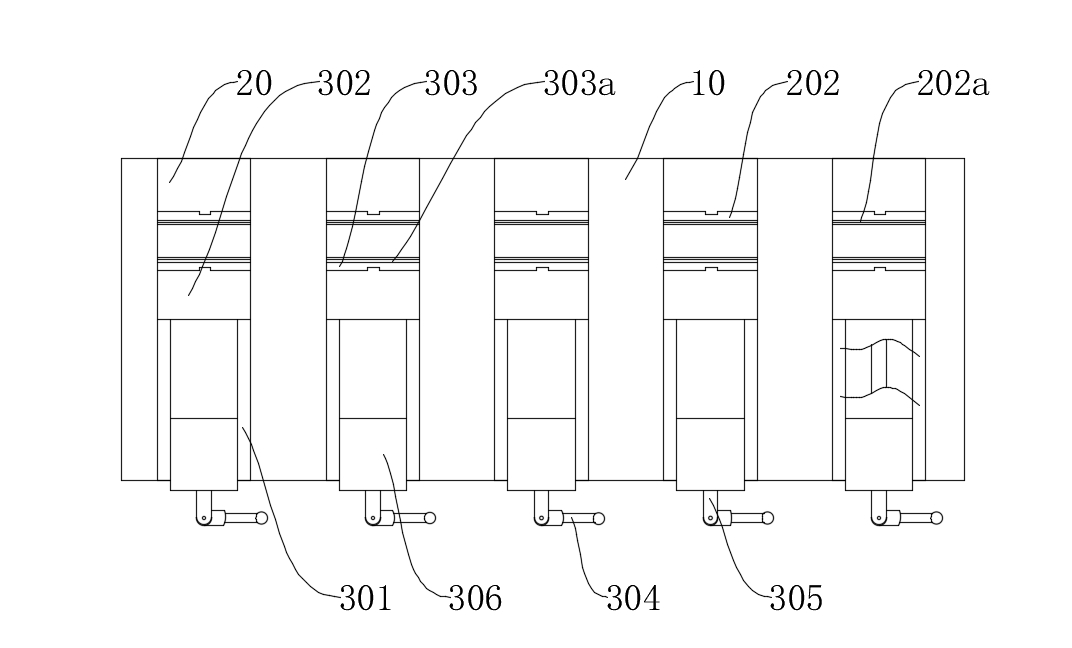
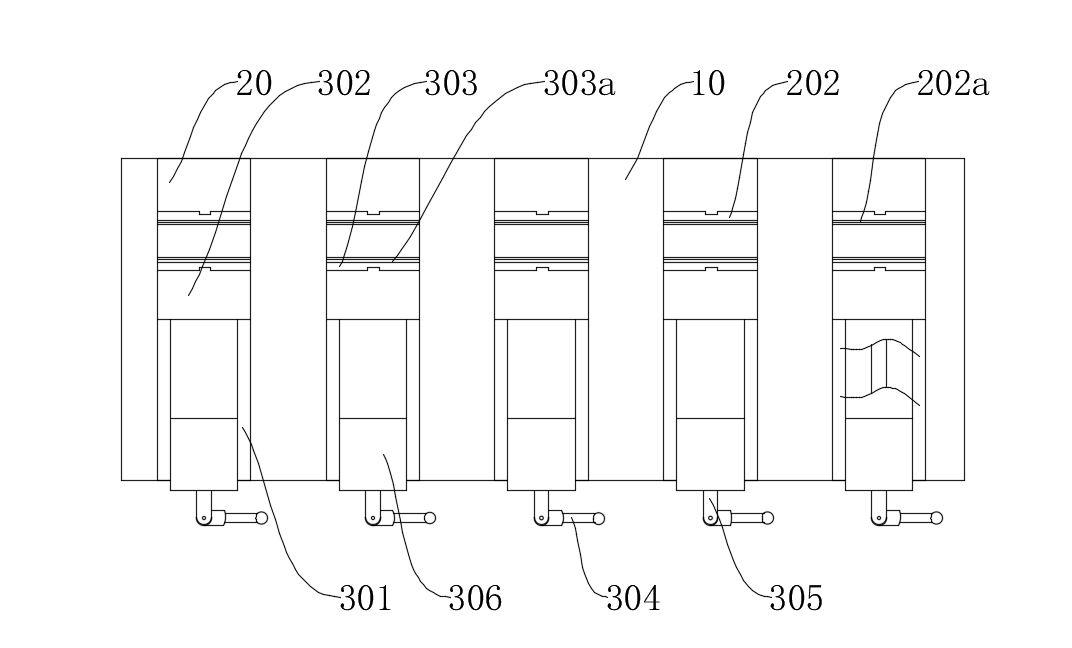
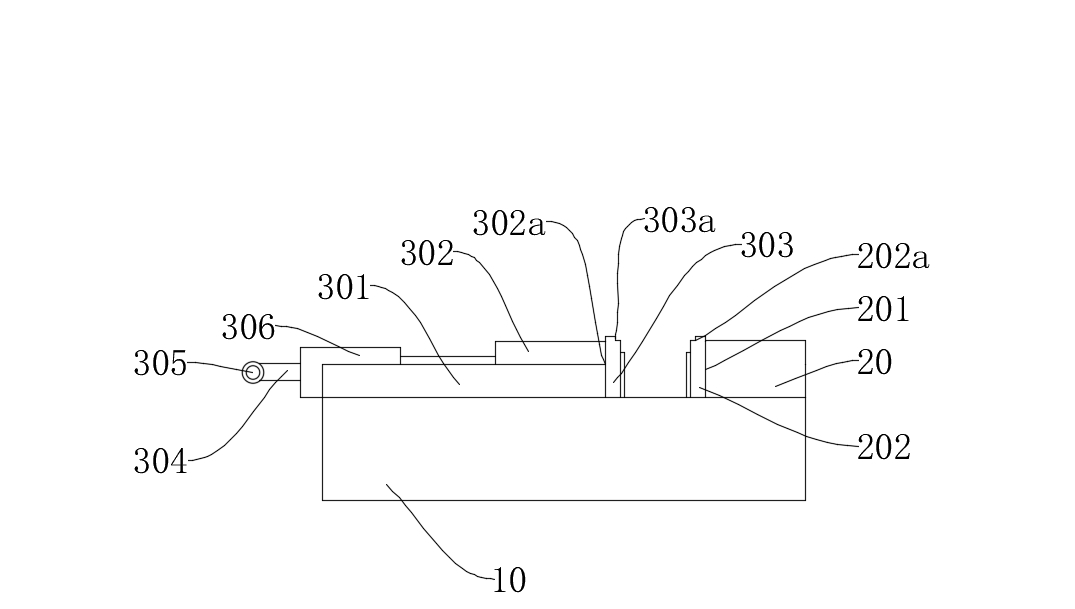
● Blok tetap (20) dan blok penjepit (302) masing -masing dilengkapi dengan langkah penjepit pertama dan kedua (202A/303A). Ketinggian langkah -langkah ini cocok dengan tunjangan pemesinan (dengan toleransi ± 0,01mm);
● Dengan mengoptimalkan sudut kemiringan langkah hingga 75 ° ± 1 ° melalui analisis elemen hingga, mekanisme ini mencapai proporsi penahan gaya geser yang melebihi 85% (berbeda dengan hanya 30% dalam metode penjepit planar tradisional).
Peningkatan presisi pemesinan:
● Pemesinan samping diselesaikan dalam operasi penjepitan tunggal, dengan kesalahan akurasi posisi ≤0.02mm (memenuhi standar kelas GB/T 1184-k);
● Nilai RA kekasaran permukaan secara konsisten dipertahankan di bawah 0,8μm (sebagaimana diuji sesuai dengan standar ISO 4288).
Ii. Sistem Perubahan Perangkat Cepat Modular
2.1 Arsitektur Modular Plug-In
Desain ganda-slot:
● Slot pemasangan pertama/kedua (201/302a) menggunakan fit H7/G6, yang, dalam kombinasi dengan kunci penentuan posisi, mencapai akurasi penentuan posisi berulang ± 0,005mm;
● Waktu penggantian modul adalah ≤3 menit per bagian (berdasarkan data pengukuran aktual), mendukung pengalihan benda kerja dengan ketebalan mulai dari 5mm hingga 50mm.
2.2 Mekanisme penggerak loop tertutup
● Sekrup (305) menggunakan benang trapesium-lead ganda (TR16 × 4P8), yang, bersama dengan blok transisi (306), memungkinkan laju umpan mikro 0,02mm per revolusi;
● Batang kontrol (304) menggabungkan limiter torsi (ditetapkan pada 15n · m) untuk mencegah kerusakan benda kerja dari kelebihan beban.
Tabel Perbandingan Parameter Teknis Utama
| Indikator kinerja | Teknologi yang dipatenkan ini | Perkakas Skateboard Tradisional | Standar pengujian |
| Akurasi penentuan posisi berulang | ≤0.005mm | ≥0.03mm | ISO 230-2 |
| Perangkat waktu ganti | ≤3 menit | ≥45 menit | VDI 2862 |
| Kekasaran permukaan RA | ≤0.8μm | ≥1.6μm | ISO 4288 |
| Gaya penjepit maksimum | 12kn | 8kn | DIN 55189 |
Validasi dalam skenario pemesinan khas
Kasus 1: Pemesinan slider panduan linier
● Mesin 18 slider dari spesifikasi yang berbeda dengan waktu pergantian perkakas kumulatif 38 menit (perkakas tradisional akan membutuhkan 13,5 jam);
● Kesalahan tegak lurus dari permukaan samping adalah ≤0.015mm per 100mm (memenuhi persyaratan standar GB/T 1184 ≤0.05mm).
Case 2: Group Hole Machining dari pelat katup hidrolik
● Menyelesaikan pemesinan 12 permukaan kawin dalam operasi penjepit tunggal, mencapai nilai CPK 1,67 untuk akurasi posisi (memenuhi enam standar sigma);
● Umur pahat diperpanjang sebesar 40% (karena tingkat getaran dikurangi hingga di bawah 0,5g).
Paten ini mendefinisikan kembali paradigma desain untuk perkakas pemesinan batch melalui dua jalur teknologi: optimasi topologi kendala tunjangan dan kontrol loop tertutup modular. Menurut pencarian baru (dilakukan melalui Derwent Innovation), struktur ini mencapai indeks efisiensi ganti (CEI) 0,92, mewakili peningkatan 210% atas solusi yang sama dan menempatkannya di garis depan teknologi bidang ceruknya.
Jika Anda ingin mempelajari lebih lanjut, silakan hubungi mesin Mingxu untuk mendapatkan laporan paten lengkap: [email protected] .



















Hubungi kami